
技術(shù)資料
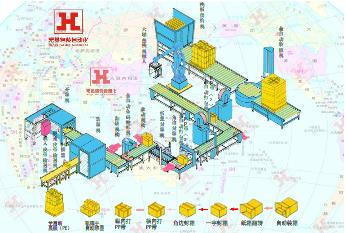
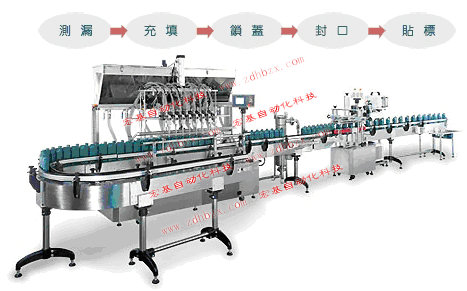
自動化包裝流水線中裝箱方式的選用
發(fā)布時間:2015-04-14 17:10
作者:宏基自動化科技
本文由宏基自動化科技整理編撰,未經(jīng)允許不得轉(zhuǎn)載。
自動化包裝流水線中裝箱設(shè)備是最基本的自動化包裝設(shè)備,裝箱方式可以依據(jù)不同的產(chǎn)品類型加以選擇,同時不同的自動化流水線設(shè)備也需要不同的裝箱設(shè)備予以配合。
裝箱與裝盒的方法相似,但裝箱的產(chǎn)品較重,體積也大,還有一些防震、加固和隔離等附件,箱坯尺寸大,堆疊起來也較重,因此裝箱的工序比裝盒多,所用的設(shè)備也復(fù)雜。
自動化包裝線裝箱機(jī)制按操作方式分類
手工操作裝箱 先把箱坯撐開成筒狀,然后把一個開口處的冀片和蓋片依次折疊并封合作為箱底;產(chǎn)品從另一開口處裝入,必要時先后故人防震、加固等材料,最后封箱。用粘膠帶封箱可用手工進(jìn)行,如有生產(chǎn)線或產(chǎn)量較大時,宜采用封箱貼條機(jī)。
半自動與全自動操作裝箱 這類機(jī)器的動作多數(shù)為間歇運(yùn)動方式,有的高速全自動裝箱機(jī)采用連續(xù)運(yùn)動方式。半自動操作裝箱,取箱坯、開箱、封底均為手工操作。
自動化包裝線裝箱機(jī)制按產(chǎn)品裝入方式分類
裝入式裝箱法
產(chǎn)品可以沿鉛垂方向裝入直立的箱內(nèi),所用的機(jī)器稱為立式裝箱機(jī);產(chǎn)品也可以沿水平方向裝入橫臥的箱內(nèi)或側(cè)面開口的箱內(nèi),所用的機(jī)器稱為臥式裝箱機(jī)。 鉛垂方向裝箱通常適用于圓形的和非圓形的玻璃、塑料、金屬和纖維板制成的包裝容器包裝的產(chǎn)品,分散的或成組的包裝件均可。廣泛用于各種商品,如飲料、酒類、食品、玻璃用具、石油化工產(chǎn)品和日用化學(xué)品等。常見的立式裝箱機(jī)均為間歇運(yùn)動式,對提高速度有一定限制。
立式裝箱機(jī)主要組成部分為:箱輸送裝置、瓶子輸送裝置、抓頭粱和氣動夾頭、控制系統(tǒng)等。 裝箱機(jī)工作時,空箱由輸送帶送到瓶子導(dǎo)向套的下方,待裝的瓶子由輸送鏈向左方輸送。當(dāng)送到待裝工位時,擋光板被推開,光電裝置發(fā)出信號,抓頭梁下降,氣動夾頭將瓶頸套住,并借助壓縮空氣把瓶頸夾緊。在鏈條的帶動下,抓頭梁快速上升。在抓頭梁的上方安裝有一汽缸,將每排抓頭分開,目的在于使瓶子前后方向間隔適應(yīng)空箱內(nèi)的隔板間隔。在雙搖桿的作用下,抓頭梁沿著大鏈輪作圓弧軌跡的平移運(yùn)動,當(dāng)件兩端的滾輪沿導(dǎo)向槽垂直下降到最低位置時,氣動夾頭松開,通過瓶子導(dǎo)向套的導(dǎo)向作用,將瓶子裝入空箱中。集裝完畢后,電動機(jī)反轉(zhuǎn),抓頭梁上升,回到初始位置,準(zhǔn)備下一次工作循環(huán)。
常見的臥式裝箱機(jī)均為間歇操作,有半自動和全自動的兩類。半自動裝箱需要人工放置空箱;全自動裝箱需要設(shè)置取箱坯、開箱和產(chǎn)品堆疊裝置。
全自動水平裝箱機(jī)操作過程: 工作時,箱片由箱片供送裝置取下成型后,在箱輸送鏈的作用下送至裝箱工位,等待裝箱。推料板具有堆碼功能,當(dāng)物料在推料板上堆碼完畢后,在曲柄連桿A、B、c的作用下,通過推料板將其推人箱內(nèi)。裝滿物料的箱在箱輸送鏈和推箱板的作用下輸送到下一工位。
裹包式裝箱法
裹包式裝箱機(jī)在箱片倉上堆積有許多箱片,真空吸頭吸出最下層箱片并釋放在鏈?zhǔn)捷斔蛶希浑姍C(jī)經(jīng)傳動系統(tǒng)將運(yùn)動傳給主動鏈輪,以帶動鏈?zhǔn)捷斔蛶Чぷ鳎煌谱⒓埾淦蛴彝撇⒆鞑竭M(jìn)運(yùn)動,推送到壓痕工位進(jìn)行壓痕,然后送到裹包工位進(jìn)行裹包裝箱;被裹包的物料由輸送帶向右輸送,推料扳把它們報送到待裹包的箱片上進(jìn)行裹包。
套入式裝箱法
這種裝箱方法適合包裝質(zhì)量大,體積大和較責(zé)重的大件物品,如電冰箱、洗衣機(jī)等。詳細(xì)說明可具體依據(jù)自動化包裝流水線產(chǎn)品生產(chǎn)廠家。
相關(guān)具體情況最終以自動化包裝線生產(chǎn)過程技術(shù)人員的說明為準(zhǔn),以便能得到最專業(yè)的服務(wù)。
自動化包裝流水線中裝箱設(shè)備是最基本的自動化包裝設(shè)備,裝箱方式可以依據(jù)不同的產(chǎn)品類型加以選擇,同時不同的自動化流水線設(shè)備也需要不同的裝箱設(shè)備予以配合。
裝箱與裝盒的方法相似,但裝箱的產(chǎn)品較重,體積也大,還有一些防震、加固和隔離等附件,箱坯尺寸大,堆疊起來也較重,因此裝箱的工序比裝盒多,所用的設(shè)備也復(fù)雜。
自動化包裝線裝箱機(jī)制按操作方式分類
手工操作裝箱 先把箱坯撐開成筒狀,然后把一個開口處的冀片和蓋片依次折疊并封合作為箱底;產(chǎn)品從另一開口處裝入,必要時先后故人防震、加固等材料,最后封箱。用粘膠帶封箱可用手工進(jìn)行,如有生產(chǎn)線或產(chǎn)量較大時,宜采用封箱貼條機(jī)。
半自動與全自動操作裝箱 這類機(jī)器的動作多數(shù)為間歇運(yùn)動方式,有的高速全自動裝箱機(jī)采用連續(xù)運(yùn)動方式。半自動操作裝箱,取箱坯、開箱、封底均為手工操作。
自動化包裝線裝箱機(jī)制按產(chǎn)品裝入方式分類
裝入式裝箱法
產(chǎn)品可以沿鉛垂方向裝入直立的箱內(nèi),所用的機(jī)器稱為立式裝箱機(jī);產(chǎn)品也可以沿水平方向裝入橫臥的箱內(nèi)或側(cè)面開口的箱內(nèi),所用的機(jī)器稱為臥式裝箱機(jī)。 鉛垂方向裝箱通常適用于圓形的和非圓形的玻璃、塑料、金屬和纖維板制成的包裝容器包裝的產(chǎn)品,分散的或成組的包裝件均可。廣泛用于各種商品,如飲料、酒類、食品、玻璃用具、石油化工產(chǎn)品和日用化學(xué)品等。常見的立式裝箱機(jī)均為間歇運(yùn)動式,對提高速度有一定限制。
立式裝箱機(jī)主要組成部分為:箱輸送裝置、瓶子輸送裝置、抓頭粱和氣動夾頭、控制系統(tǒng)等。 裝箱機(jī)工作時,空箱由輸送帶送到瓶子導(dǎo)向套的下方,待裝的瓶子由輸送鏈向左方輸送。當(dāng)送到待裝工位時,擋光板被推開,光電裝置發(fā)出信號,抓頭梁下降,氣動夾頭將瓶頸套住,并借助壓縮空氣把瓶頸夾緊。在鏈條的帶動下,抓頭梁快速上升。在抓頭梁的上方安裝有一汽缸,將每排抓頭分開,目的在于使瓶子前后方向間隔適應(yīng)空箱內(nèi)的隔板間隔。在雙搖桿的作用下,抓頭梁沿著大鏈輪作圓弧軌跡的平移運(yùn)動,當(dāng)件兩端的滾輪沿導(dǎo)向槽垂直下降到最低位置時,氣動夾頭松開,通過瓶子導(dǎo)向套的導(dǎo)向作用,將瓶子裝入空箱中。集裝完畢后,電動機(jī)反轉(zhuǎn),抓頭梁上升,回到初始位置,準(zhǔn)備下一次工作循環(huán)。
常見的臥式裝箱機(jī)均為間歇操作,有半自動和全自動的兩類。半自動裝箱需要人工放置空箱;全自動裝箱需要設(shè)置取箱坯、開箱和產(chǎn)品堆疊裝置。
全自動水平裝箱機(jī)操作過程: 工作時,箱片由箱片供送裝置取下成型后,在箱輸送鏈的作用下送至裝箱工位,等待裝箱。推料板具有堆碼功能,當(dāng)物料在推料板上堆碼完畢后,在曲柄連桿A、B、c的作用下,通過推料板將其推人箱內(nèi)。裝滿物料的箱在箱輸送鏈和推箱板的作用下輸送到下一工位。
裹包式裝箱法
裹包式裝箱機(jī)在箱片倉上堆積有許多箱片,真空吸頭吸出最下層箱片并釋放在鏈?zhǔn)捷斔蛶希浑姍C(jī)經(jīng)傳動系統(tǒng)將運(yùn)動傳給主動鏈輪,以帶動鏈?zhǔn)捷斔蛶Чぷ鳎煌谱⒓埾淦蛴彝撇⒆鞑竭M(jìn)運(yùn)動,推送到壓痕工位進(jìn)行壓痕,然后送到裹包工位進(jìn)行裹包裝箱;被裹包的物料由輸送帶向右輸送,推料扳把它們報送到待裹包的箱片上進(jìn)行裹包。
套入式裝箱法
這種裝箱方法適合包裝質(zhì)量大,體積大和較責(zé)重的大件物品,如電冰箱、洗衣機(jī)等。詳細(xì)說明可具體依據(jù)自動化包裝流水線產(chǎn)品生產(chǎn)廠家。
相關(guān)具體情況最終以自動化包裝線生產(chǎn)過程技術(shù)人員的說明為準(zhǔn),以便能得到最專業(yè)的服務(wù)。
轉(zhuǎn)載原創(chuàng)文章請注明:文章轉(zhuǎn)載自:宏基自動化科技有限公司